

Det grundlæggende formål med en bundtømningsventil er at opnå komplet dræning og dødrumsfri afspærring ved det laveste punkt af et fartøj. I applikationer lige fra sterile bioreaktorer til krystallisationstanke fører manglende evne til at dræne produktet fuldstændigt til krydskontaminering, mikrobiel vækst og betydeligt udbyttetab. Valget af ventildesign – hvad enten det er en hævestempel, en kugleventil med flush-bund eller en stempeldrevet skive – dikterer direkte renheden og genvindeligheden af en batchproces.
Ventildesign og flowgeometri
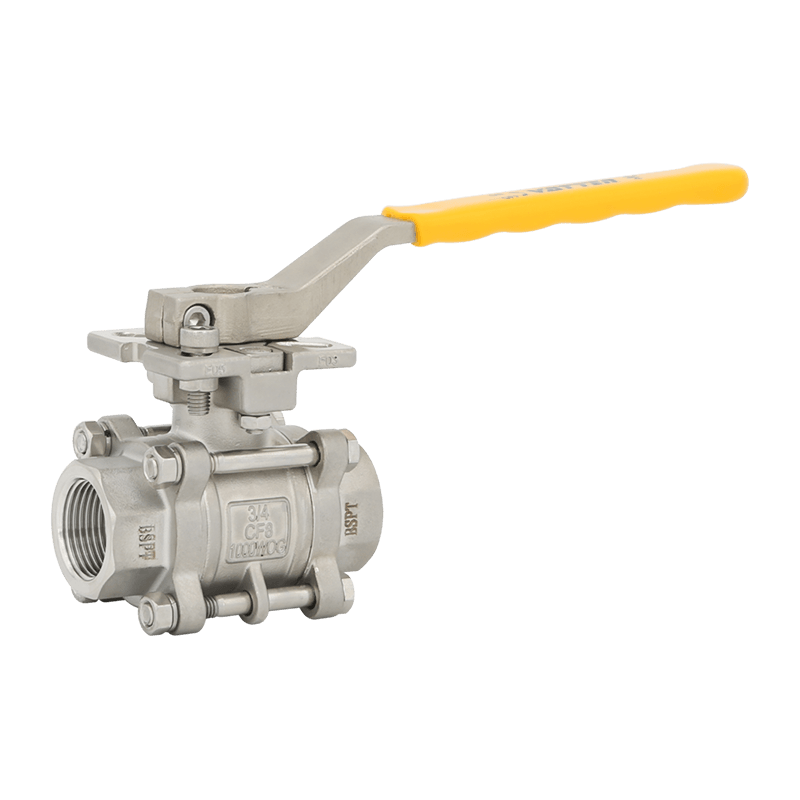
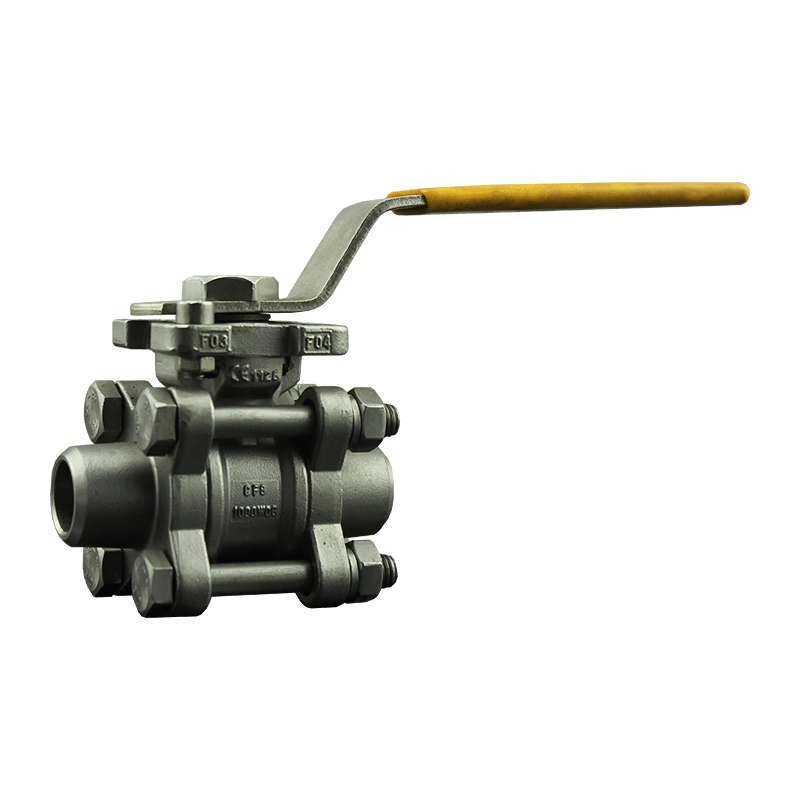
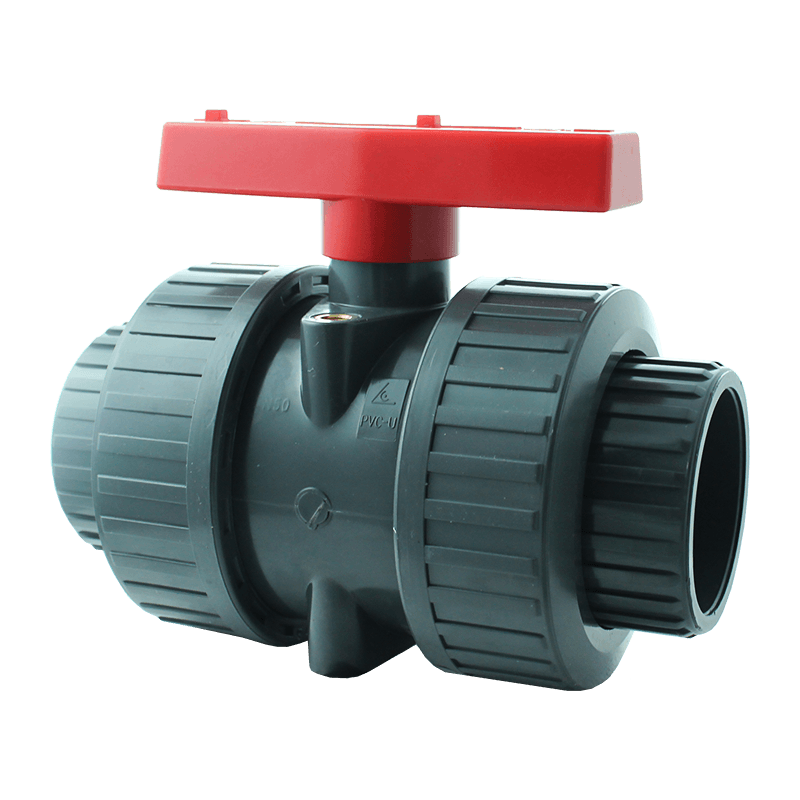
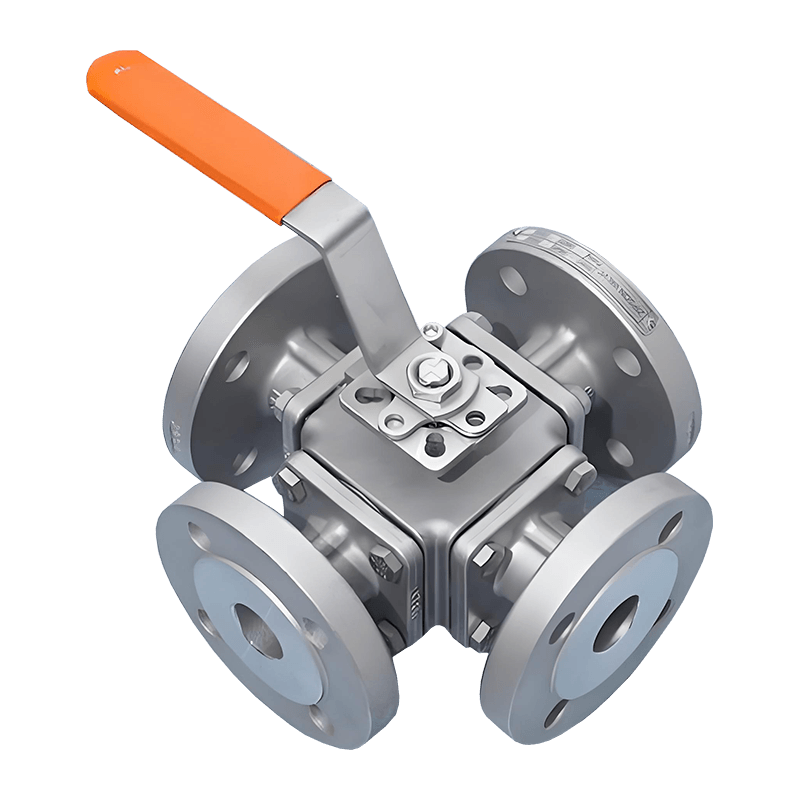
Forskellen mellem en standard kugleventil og en specialiseret bundtømningsenhed ligger i den indvendige kontur. For at en ventil kan fungere effektivt i en drænapplikation, skal tætningsfladen flugte med beholderens indre, når den er lukket. Stigende stød- eller stempelventiler skubber en prop ind i tankdysen, og udstøder fysisk faste stoffer, der kan danne bro eller blokere porten. I modsætning hertil har kugleventiler med flush-bund et bearbejdet hulrum, der, når de er lukket, præsenterer en glat overflade til karrets indre, hvilket forhindrer faste stoffer i at pakkes ind i sædet. Data fra krystallisationsprocesser viser, at en standard forsænket ventil kan fælde op til 15 % af batchvolumen i døde zoner, hvorimod et planmonteret design typisk reducerer tilbageholdt volumen til mindre end 0,5 %.
Tætningsteknologier og materialevidenskab
En bundafgangsventils tætningsintegritet testes ikke kun ved trykforskelle, men ved akkumulering af slibende krystaller eller klæbrige polymerer ved lukkepunktet. To primære tætningsstrategier dominerer feltet: metal-til-metal tætninger til ekstreme temperaturer og polymer læbetætninger til aseptisk repeterbarhed.
Metal-til-metal tætninger
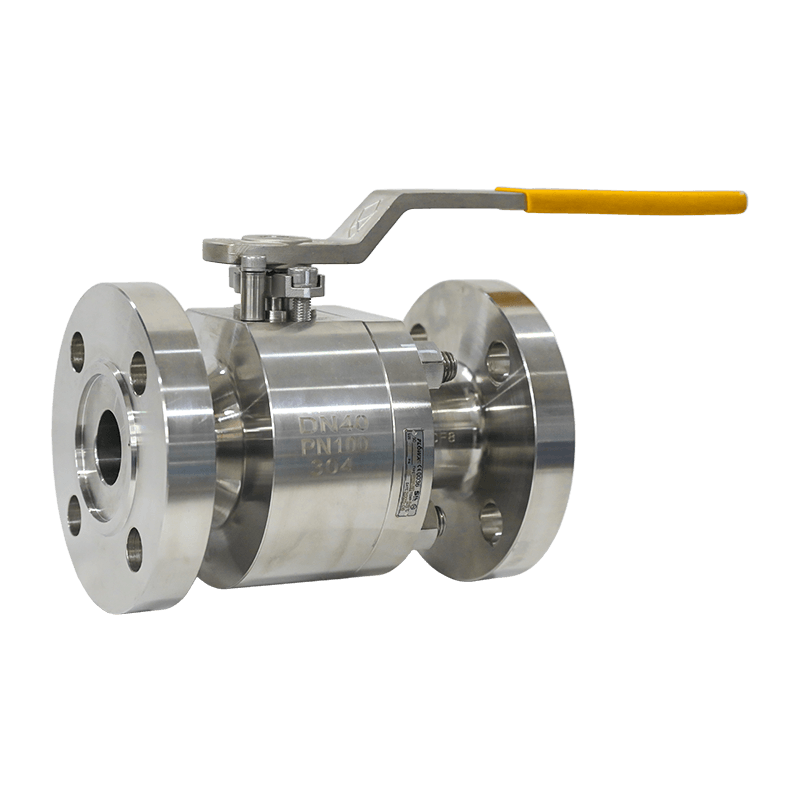
I højtemperaturprocesser over 200°C nedbrydes elastomerer hurtigt. Stellit- eller wolframcarbid-hårdbelægning på både sædet og skiven giver en indslibningstætning, der tåler termisk cykling. Disse hærdede overflader opnår ofte så lave lækager som ANSI klasse V , hvilket gør dem velegnede til varmeoverførselsvæsker og smeltede salte. Det primære operationelle krav er et specifikt aktiveringsmoment for at sikre, at metaloverfladerne koldt flyder ind i hinanden uden at gnave.
PTFE og PTFE kompositsæder
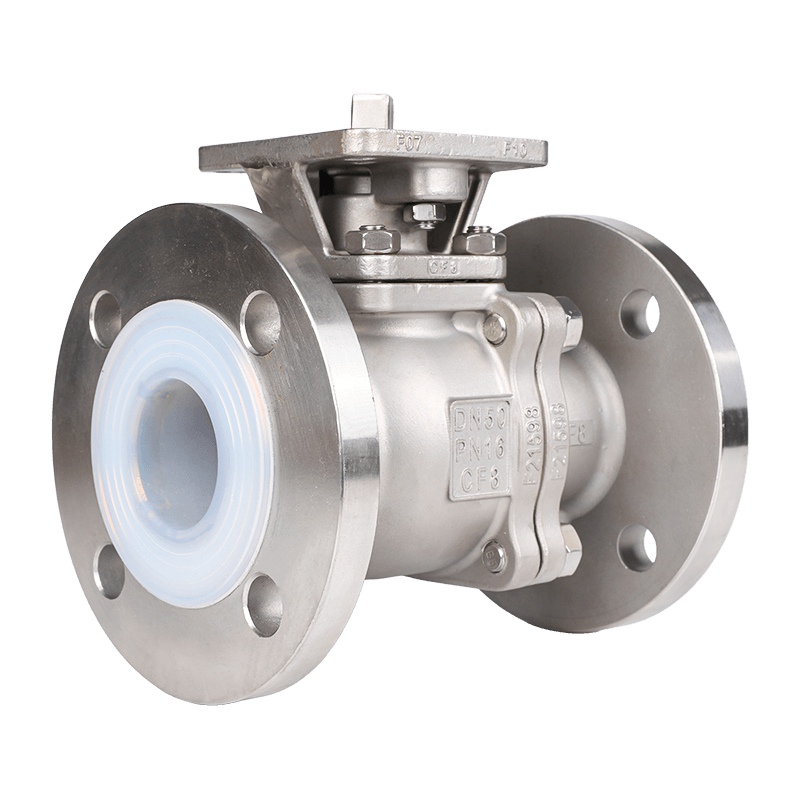
For kemisk korrosionsbestandighed under 180°C forbliver modificeret PTFE industristandarden. Men ren PTFE lider af kold flow under kontinuerlig belastning. Producenter imødegår dette ved at bruge forstærket PTFE med et fyldstofindhold på 15 % til 25 % glasfiber eller kulstof, hvilket øger trykstyrken med ca. 30 % mens man en smule ofrer kemisk inertitet. Den seneste generation af fjederbelastede PTFE-sædedesigns skaber en dynamisk tætning, der automatisk kompenserer for termisk sammentrækning uden manuel justering.
Rengørings- og steriliseringskompatibilitet
Rengørlighed er den primære værdidriver for bundudløbsventiler i biovidenskab. Designet skal eliminere "brudrummet" mellem beholderdysen og tætningselementet. Steam-in-place (SIP) cyklusser kræver, at ventilhuset kan modstå gentagen udsættelse for 135°C mættet damp uden kondensatsamling. En ventil, der anvender en bælgtætning i stedet for et standardspindelpakningsdesign, vil forhindre ekstern forurening at trænge ind og tillade fuldstændig dampgennemtrængning omkring spindlen. Valideringsundersøgelser bekræfter, at en bælgforseglet, flush-bund ventil kan opnå en 6-log reduktion af Geobacillus stearothermophilus-sporer under en standard 30-minutters steriliseringscyklus.
Overfladefinishen af de fugtede dele er et kritisk kontrolpunkt. En Ra-værdi på 0,5 µm (20 mikrotommer) eller bedre er standard for lægemidler af injicerbar kvalitet. Elektropolering forbedrer denne overflade ved at fjerne mikroskopiske toppe, hvor bakteriekolonier kan forankre, forbedrer korrosionsbestandigheden og reducerer produktadhæsion.
Aktivering og proceskontrol
Den operationelle kadence af en bundtømningsventil involverer ofte et "fail-closed" sikkerhedskrav. Pneumatiske fjeder-retur-aktuatorer er standardvalget til overførsel af farlig væske. Når der opstår overtryk i beholderen, skal tabet af lufttryk øjeblikkeligt tvinge ventilproppen ind i den lukkede position mod flowstrømmen. Dette kræver aktuatorstørrelsesberegninger, der tager højde for tankens statiske løftehøjde plus en sikkerhedsfaktor på 1,5 gange det maksimale differenstryk .
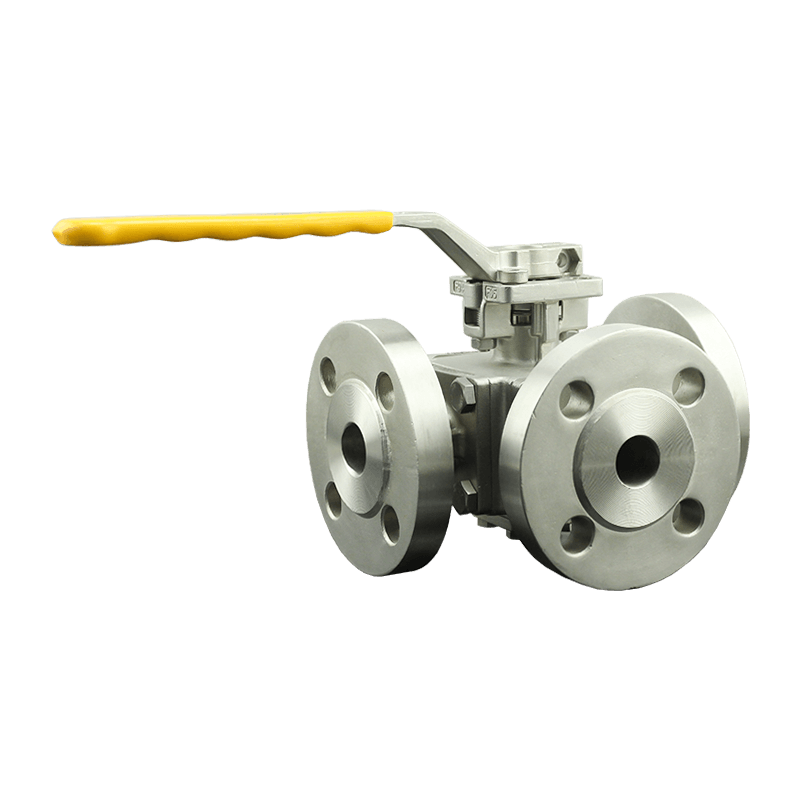
Præcisionsflowstyring direkte fra reaktorens udløb er i stigende grad almindelig. En lineær stigningsventil, kombineret med en digital positioner, gør det muligt for bundventilen at fungere som en doseringsenhed for viskøse harpikser. Ved at profilere slagkonturen kan operatører kontrollere forskydningshastigheden under udledning, hvilket forhindrer gelnedbrydning, der opstår med on/off kugleventiler.
Installationskriterier og dyseteknik
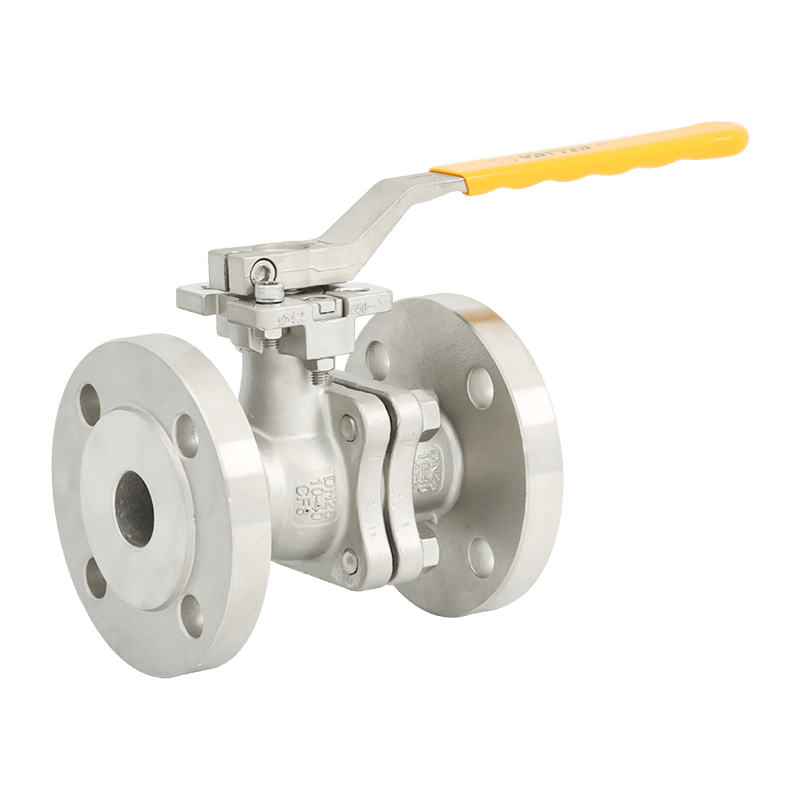
Korrekt beholderintegration kræver præcis match-bearbejdning af pudeflangen. Den kritiske dimension er længden mellem beholderens indre diameter og ventilens tætningsflade. Hvis denne hals er for kort, kan termisk udvidelse af jakken vride kroppen og forårsage permanent lækage. Hvis det er for længe, skaber det et statisk produkthold-up. En skylleslibningstolerance på ±0,5 mm kan håndhæves under feltsvejsning for at forhindre denne uoverensstemmelse. Kappede bundafgangsventiler er obligatoriske til processer, der involverer svovl, beg eller polymerer, der størkner under 100°C, hvilket sikrer, at produktet forbliver mobilt, indtil den sidste dråbe forlader dysen.
| Ventil type | Optimal gylletype | Typisk maksimal viskositet |
|---|---|---|
| Rising Ram / Stempel | Slibende krystaller, fibrøse papirmasser | 250.000 cP |
| Flush-bund bold | Fritflydende væsker, lette opslæmninger | 15.000 cP |
| Skive / membran | Sterile medier, bioreaktor høst | 10.000 cP |
Fejlfinding af almindelige forseglingsfejl
Vedvarende lækage i en nyligt serviceret bundudløbsventil spores normalt tilbage til tre grundlæggende årsager. For det første forårsager fejljustering mellem aktuatoråget og motorhjelmen sidebelastning på frempinden, hvilket deformerer det bløde sæde ujævnt. For det andet begrænser krystalliseret produkt, der sidder fast i spindelbøsningen, lukkekraften. En feltreparationsprotokol, der bruger skylning med varmt opløsningsmiddel i stedet for mekanisk lirkning, kan redde sædets integritet. For det tredje, ukorrekt pakningsmoment komprimerer stammen, hvilket forhindrer fuld tætningskontakt; en måleurtest på slaget bekræfter, om stikket fysisk når den helt lukkede position.
Livscyklusomkostninger
Evaluering af en bundtømningsventil udelukkende på kapitalkøbsprisen ignorerer de dominerende omkostninger ved vedligeholdelsesnedetid. En kraftig smedet krop med en fornyelig sædeindsats, selvom den typisk koster 30 % more i første omgang end en støbt krop i ét stykke, tillader inline-sædeudskiftning uden at skære i svejsesamlingen. Over en fem-årig levetid i en slibende titaniumdioxid-opslæmning er de samlede ejeromkostninger for det smedede design normalt 40 % lavere på grund af vedligeholdelseshastigheden. Det samlede indsvejsningsdesign eliminerer flangepakninger, fjerner det mest almindelige eksterne lækagepunkt og reducerer risikoen for flygtige emissioner.